Discover our comprehensive range of industrial automation and material handling solutions designed to optimize your operations.

Belt Conveyor
High-performance belt conveyor for efficient material handling across industries.
Key Features:
- Customizable dimensions
- Energy-efficient design
- Heavy-duty construction
Applications:
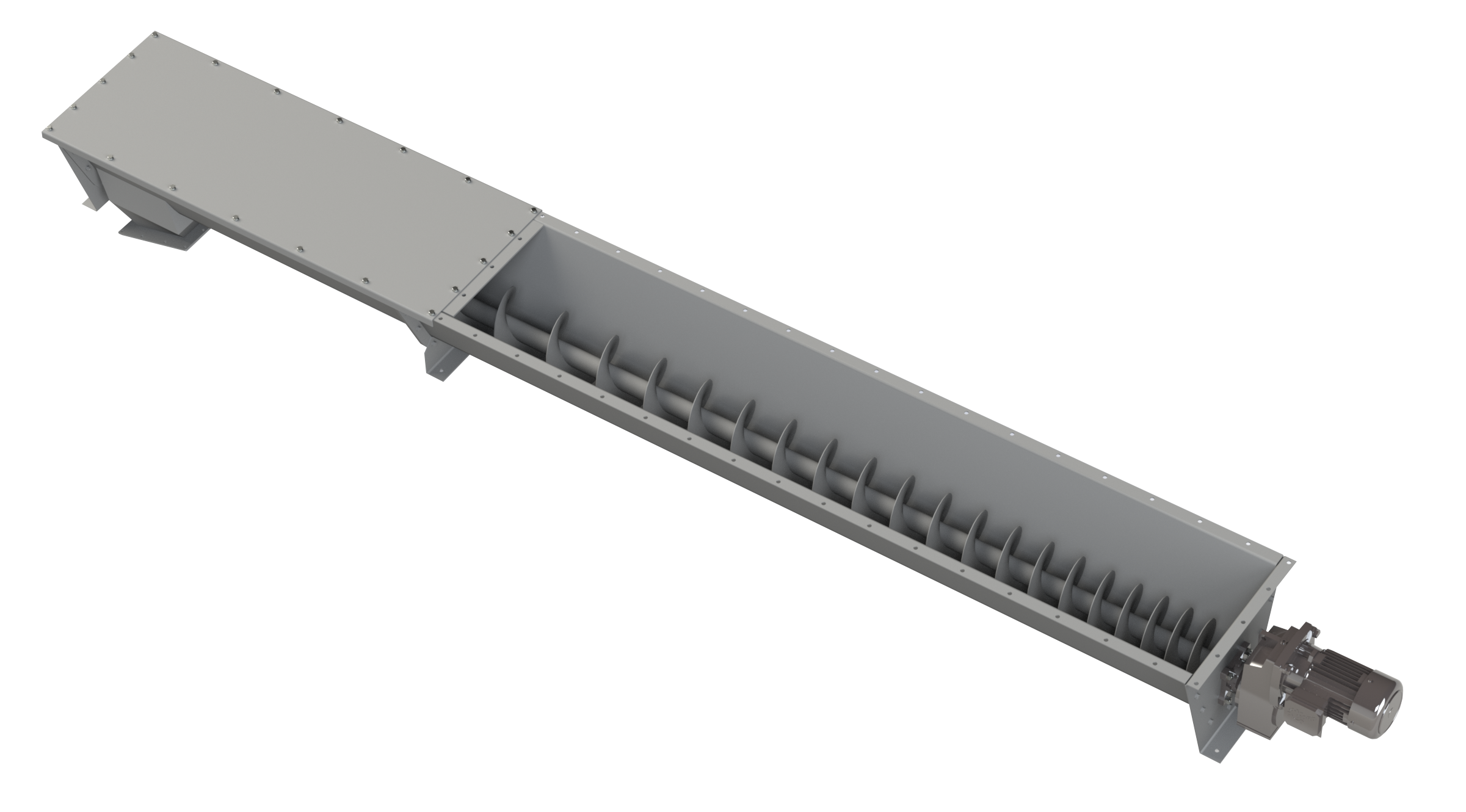
Screw Conveyor
Efficient bulk material handling using helical screw elements in a closed trough.
Key Features:
- Tubular design
- Variable pitch options
- Dust-free operation
Applications:

Spiral Conveyor
Space-efficient vertical conveying for multi-level transport and accumulation.
Key Features:
- Compact design
- Continuous flow
- Multiple entry/exit points
Applications:

Heavy Duty Slat Conveyor
Robust slat conveyor for harsh environments and heavy loads.
Key Features:
- High load capacity
- Durable construction
- Low maintenance
Applications:

Motorised Roller Conveyor
Energy-efficient motorized roller conveyor with precise zone control.
Key Features:
- Individual zone control
- Energy-efficient
- Zero pressure accumulation
Applications:

Free Gravity Roller Conveyor
Cost-effective gravity conveyor for simple, reliable movement of goods.
Key Features:
- No power requirement
- Low maintenance
- Adjustable height
Applications:

Flexible Conveyor
Adaptable conveyor that can be reconfigured for different layouts and uses.
Key Features:
- Quick configuration
- Expandable/contractable
- Portable operation
Applications:
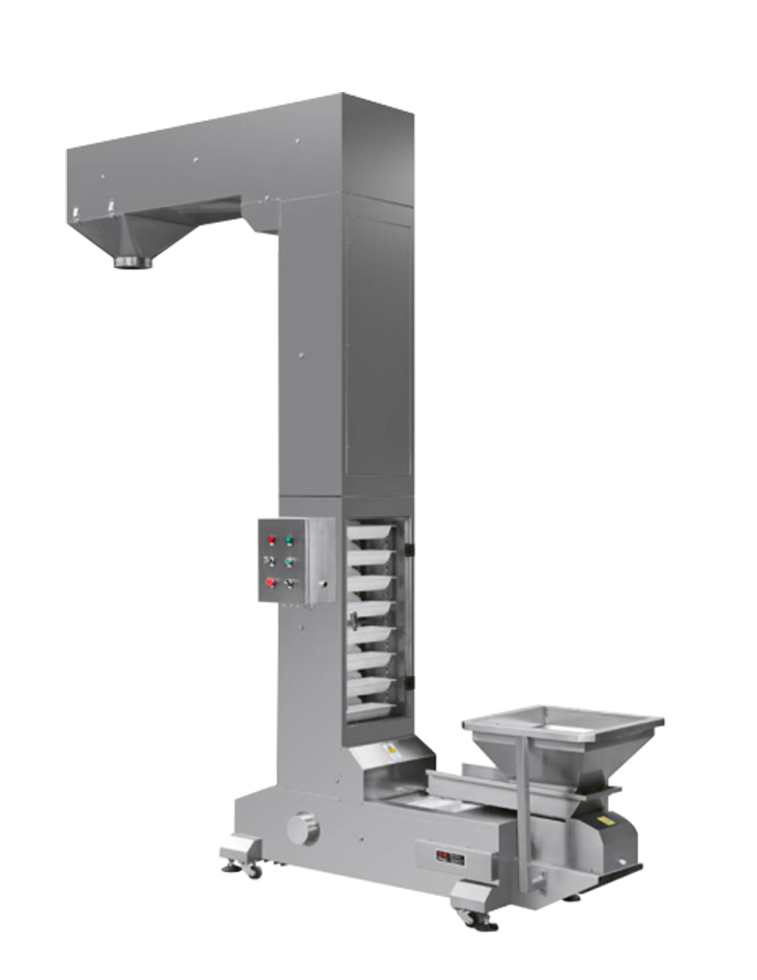
Bucket Conveyor
Vertical conveying solution with buckets for bulk material handling.
Key Features:
- High vertical lift
- Enclosed system
- Continuous operation
Applications:

Assembly Line Conveyor
Integrated conveyor designed specifically for assembly line operations.
Key Features:
- Workstation integration
- Precise positioning
- Modular design
Applications:

Truck Loading Conveyor
Efficient conveyor solution for loading and unloading trucks and containers.
Key Features:
- Adjustable height and reach
- Mobile design
- Heavy-duty construction
Applications:

Floor to Floor Conveyor
Floor-to-floor conveyor for reliable transport between building levels.
Key Features:
- Vertical/inclined conveying
- Compact footprint
- Custom height